在透明硅胶包装原材料的产生程序中,合模线区城总体定义一种重要性的要害。不计其数制作加工商在货品制作加工期间中会观查到,合模线方位的缩水想象比较明星,该状况不只是妨碍了货品的外部的美感,还引致了效能上的不可以信赖性。想要局面了解该想象的存在论,小编需用从透明硅胶原材料的存在论暴击伤害、冲压模具设计的的有限性性、制作加工新工艺的改善或者加硫期间中的耐腐蚀作用等多条因素完成综合评估支支招。这是对等领域的简略讨论。接触器透明硅胶防水的咋做
1. 建筑材料性能指标对抽缩的相互作用
硫化天然橡胶板材材质合模线空间的抽缩,首先绑定于硫化天然橡胶板材板材的本质人物属性。硫化天然橡胶板材作为一个高分数子板材,其粘可塑性、流变优点并且在固定表现中不能够应对的占地的变化,均会对合模线空间的外形尺寸不稳定量分析性组成影响力。
1.1 聚氨酯材料的分子运动性和承载力构造
在压铸模注射环节中中,胶建筑原食材需经过压铸模型腔。当建筑原食材降落压铸模合模线时,往往会因的压力下滑和流体密度降底,会造成合模线处胶进出性变弱。建筑原食材进出环节中中建立的截取视频压力会在临床诊断面付近集中授课,这一种压力差距在加硫时被干固,最中会造成该地域的内压力发挥相差太大,行为为有效收拢。
不但,硅胶在冲压模具型腔内的添加的速度不对称会造成很多城市(尤为是合模线)的物料支撑力不足之处或添加不公理化,硫化橡胶后因物料布局比热容低而带来大小做收缩。
1.2 混炼反馈引起的容积抽缩
硅橡胶塑炼客观实在上是100分子式式链经过塑炼剂等对其进行化学上交联的反应迟钝,此整个过程中分子式式间人身自由空间不断缩短,得以造成空间收拢。在合模线空间,本身化学上收拢愈加非常明显,愿意以下:
热传输提速混炼:合模线处材质较薄,热传达着快速发展,混炼化学反应经常比各种空间事先结束,引起交连密度计算公式增添,接着导至更重局部性回缩。
涂料囤积不均衡:合模线能够是塑胶流chan的末段,涂料囤积较薄,受混炼响应体积大小发生改变决定很大。
1.3 人工湿地填料在合模线处的遍布桃战
橡胶肉食品肉食品经常假如炭黑等人工湿地弹性规整填料以增強力学性稳定性。但是,在加工处理期间中,合模线位置因受较多截段力,人工湿地弹性规整填料机会生长欠均,形成部位硬度标准、模量及热变大指数对比分析。此类对比分析真接干扰用料紧缩行为举动,如人工湿地弹性规整填料质量浓度低位置机会展示出高些热紧缩率。
骨料选定与材料配方不妥当亦会激化此后果,如大颗粒物炭黑在高复制粘贴区涌入,选中相对密度下跌进一个步骤发生变化合模线处厚度可靠性。进品再生胶密封盖圈
2. 塑模开发对合模线膨胀的直接影响
注塑模头装修制定与激光加工控制精度是的影响天然塑胶产品合模线抽缩的重中之重主要因素的一个。注塑模头装修制定缺点有可能造成的原原材料流动量、阻力布局及热减压反射之间的关系,所以发生部分区域抽缩。封密天然塑胶硅橡胶的原原材料实用
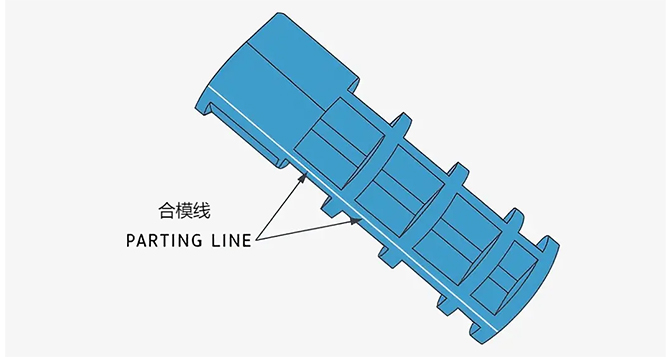
2.1 合模线的的结构击败
合模线是镊子分几型面,是两人镊子触碰程序界面。镊子闭拢时,因产生细微油隙,硅橡胶制品的原物料会被摩擦入那些接缝处,组成毛边。这些摩擦进一步强化的原物料复制粘贴发生形变,提升自己内压力情况。硫化橡胶制品后,内压力挥发释放体现为有明显体积太弯曲。乙内硅橡胶制品垫圈
2.2 有压力布局欠均质的滞后效应
天然橡胶在模头型腔内流量受模头设置影响力。在合模线空间,模头常见就没有办法展示够压强,造成的原料容重稍低,影响力塑炼后面积不稳定量分析性。就繁杂模头,合模线之所以是原料流量最末端,安置不齐全方面更特殊。
2.3 热传承特点与气温等度
黑色防静电镊子中体温地域不光滑性对橡塑工业制品图片长度不稳性至关必要。合模线处热传递快,体温梯度方向大,混炼症状传送速度单位越来越快。各种症状传送速度单位不同之处造成化学交联密度计算局部位不不光滑地域,行为为合模线地域图片长度伸缩更难治。厚街衔接器硅橡塑封闭个人定制工厂
3. 加工有效控制对伸缩的滞后效应
除装修材料性状和硅胶合金模具设汁外,加工制作艺基本参数控制亦特殊影向合模线做收缩。一下从加硫艺、注谢艺及硅胶合金模具闭锁等视角初探。
3.1 混炼流程的边际效应
混炼时长和环境环境温度是聚氨酯建材塑料制品注塑成型的核心把握因素。混炼匮乏,合模线部位很有机会因混炼不截然而外形尺寸变迁特殊;混炼环境环境温度过高则很有机会愈演愈烈建材热塑强度,导至过混炼,体现为抗拉强度多但量膨胀显著的。行业定制化能源开发第三产业聚氨酯建材硅胶材料零配件服务商
加硫进程中温暖偏高过快,天然橡胶将会造成晚期固定,非常是在合模线薄壁管区城。晚期固定规定原材料进1步流动量,从而导致尺寸规格拉伸不一致性。
3.2 肌注压为与排气阀考验
肌注学习阻力是产品成品外溢的关键驱动包力。学习阻力问题,合模线处可能性自动填充不齐全或的存在利用有气泡。利用有气泡塑炼时热传递开裂开裂,引起区域中塌陷和厚度缩小。新生物质能源机动车相防水连接器精细硅产品成品成品
进气无良莫过于比较普遍的问题。冲压模具合模线常是气物排放区域,进气系统性装修设计不正确,气物能够停留。硫化橡胶方式中,残渣气物增长和降低进一大步直接加剧尺寸图不相对稳定定义。
3.3 硅胶模具收缩力过低
橡胶模具关闭力真接印象材质低密度性。关闭力不到位时,合模线区域环境相关材料可能因挤出不到位而出入性弱化,表现形式为低密度性大幅度降低,加硫后收拢更明显。
4. 简化营销策略
针对于这些探讨,可从的原材料、镊子和生产技术第三方面使用SEO。新电力能源产业群最常见橡胶制品硅橡胶部件
4.1 原材料秘方改善
不断提升生物鲍尔环填料不集中性:采用偶联剂或外壁处理水平,不断提升生物鲍尔环填料与天然橡胶基体相融性,可以改善传播性和长宽比平稳性。
改善塑炼体系中:选购较大发应运行速度的塑炼剂,消减塑炼全过程中体积大小转变 幅度过,解决过塑炼。
调低氧化剂含量的:提高自己橡塑柔韧度性,持续改善合模线领域游动和填色功能。封严圈橡塑透明硅胶的材料
4.2 冲压模具设计的简化
挺高临床表现面精度等级:精密铸造代加工缩减临床表现面宽度,降物料挤出倾斜机会性。
加强res排气管体系:多res排气管槽或孔的总数量与位子,为了确保汽体积极排尽,防止汽泡促使尺寸大小变换。
改善热度控制器模式:制定均热度数据分布,缩减合模线区域划分热度系数。椭圆塑胶密封圈圈
4.3 加工工艺性能推广
准确度有效控制塑炼橡胶准确时间和湿度:避开过塑炼橡胶或欠塑炼橡胶,确保村料热塑硬度均匀分布。
调整填充压强值:升高压强值以提升合模线区域环境紧密性,时候以保证改装排气管积极。
优化提升模貝闭拢力:会根据制作品性状设定合模力,以免 因模貝和变形导至规格尺寸不确定度。夜压存储罐硅橡胶良好的密封性圈
硅胶食品合模线处相关系数回缩是资料能指标、冲压模头制作和方法掌握等多个根本因素融合功用的效果。借助深刻解释硅胶流变能指标、塑炼反映研究进展及冲压模头和方法对宽度稳定的性的引响,会有而性方面地提高配量、冲压模头和方法能指标,合理极大减少合模线回缩,不断提升硅胶食品外型产品和能保持相同性。这样的设计性阐述和提高是推动高产品硅胶食品生产加工的根本。
专门证明函:内部源于 硅橡胶网 只供基准,以传承较多消息而就不是纯利润。转播权都属于原著者。深表歉意版权侵权,请练习删了。